







Key Takeaways:
- The analyzed company experienced a 35% decreased in lead time, a 52% decrease of in-process inventory, and a 55% drop of finished goods inventory.
- Implement a Kanban System to your existing Continuous Flow System for noticeable metric improvements, as a logic next step for process development.
The Details
Introduction
Achieving Just in Time production through the implementation of a Kanban system is discussed in this paper. An auto component production company in Malaysia, producing BLM Cylinder Head Covers as well as products for other customers, implemented Kanban in their production line to replace the currently used push system with a JIT pull system. The production company measured the success of the Kanban implementation based on Lead Time, Inventory Levels (both WIP and Finished Good), and Required Finished Good Storage Area. To meet the ever-growing expectations of customers, many production companies are moving from push systems to pull systems utilizing lean, JIT, and Kanban methodologies. These pull systems minimize WIP, finished good inventory, costs, and resources while maximizing flexibility. This paper determines the number of Kanbans required per produced parts in the JIT system to experience the above-mentioned benefits of a pull system.
Problem Description
This paper presents the implementation of a Kanban system into an auto component production operation to replace a push system that is currently operating with excess lead times, inventory levels, and storage space. The inefficiency of the current push system is strongly correlated to the utilization of inaccurate long-term forecasting. This production operation implemented a continuous flow system prior to considering Kanban, but did not experience the desired improvements with this implementation alone. Since a Kanban system requires a continuous flow system, Kanban implementation is a logical next step in their process development.
General Methodology
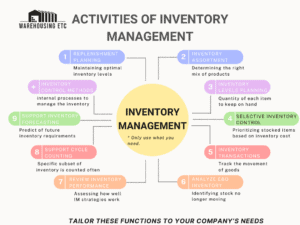
To achieve the desired improvements, the Kanban system must be adequately developed. First, the Kanban flow is developed based on the company operations and criteria. Next relevant, reliable parameters of manufacturing and customers are identified through on-site analysis. After identifying parameters, the optimum number of Kanbans is calculated to achieve JIT production. Pull mechanisms and rules are then established to assist production in the daily operations. Finally, the Kanban system is evaluated according to the defined parameters: lead time, inventory levels, and inventory storage space in this case.
To experience maximum benefits implementing a Kanban system, companies must analyze each aspect of production to determine the ideal solution for the production line in question. The production line of the BLM Cylinder Head Cover is made up of two stages: vibration welding line and final assembly line. Because each stage is unique, the production company implemented single card Kanban for the vibration welding line and a two card Kanban for the final assembly line. This diverse implementation will maximize the benefits experienced from the Kanban system.
Model Formulation
The optimum number of Kanbans must be calculated for the Kanban system to achieve the desired results of a JIT pull system. To calculate the number of cards in the vibration welding line we must calculate only the PIK since a one card system is utilized.
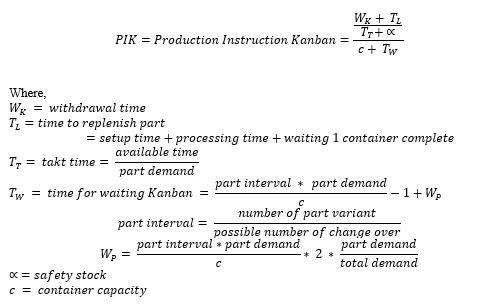
Once the PIK of the single Kanban system for the vibration welding line is calculated, the next step is to calculate the optimum number of cards in the final assembly line. To calculate this both PIK and PWK must be determined since a two-card system is used in the final assembly line.
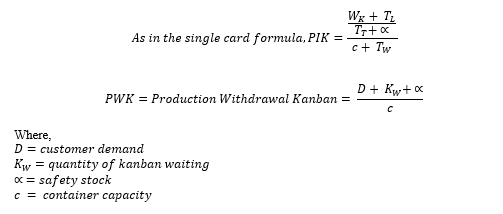
From the above formulas, the total number of optimal cards in the vibration welding line is equal to PIK. The number of optimal cards in the final assembly line is equal to PIK for the instruction cards and PWK for the withdrawal cards. Following these calculations, the maximum benefits of the Kanban system can be realized.
Conclusion
Using the strategies presented in this paper, an effective Kanban system can be developed to achieve a successful JIT pull system. Designing the Kanban flow, developing manufacturing and customer parameters, calculating the number of Kanbans, establishing pull mechanisms and rules, and evaluating the Kanban using the established lean parameters are required to develop a suiting Kanban system for the production process. The Malaysian auto component production operation presented in this paper experienced dramatic improvements through the implement of the Kanban JIT system compared to the push system they previously had in place.
The lean parameters defined during the development of the Kanban system, for the BLM Cylinder Head Cover production, drastically improved after the Kanban implementation. The defined parameters are lead time, inventory levels, and inventory storage space. The company experienced a 35% decreased in lead time, down to 6.9 days from 10.7 days. The in-process inventory decreased to 2321 pieces from 4840 pieces; a 52% decrease. The finished good inventory dropped by 55% to 794 pieces from 1780 pieces. The finished goods storage area received a marginal decrease of 4%. Considering the drastic decrease in both lead time and inventory levels with a minor decrease in storage space it is apparent that a Kanban JIT pull system is more efficient and effective than a push system that utilizes long term forecasting in production planning.
* This is a literature summary of “Implementation of Just in Time Production through Kanban System”.