





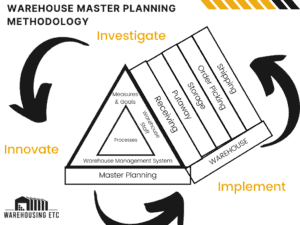



Facility Planning Fundamentals – Flow Systems, Activity Relationships, and Space Requirements
Key Takeaways:
- Follow the 3 Principles of Materials Flow Systems to realize the ideal flow in your operation.
- Activity Relationships must be evaluated during facility planning to ensure optimal placement of departments and workstations.
- Space Requirements are challenging to calculate, often overcalculated by planners, and decreasing with modern warehousing practices.
The Details
Introduction
In facility planning, the flow within the entire facility must be considered. Flow is described in terms of the subject, the resources, and the communication. Discrete flow systems are classified as materials management systems, material flow systems, or physical distribution systems. There are many flow patterns; the flow pattern for each workstation or department is determined to suit the layout and operational expectations. Measuring and analyzing flow within a facility by quantitative and qualitative methods is critical to ensuring departments within a facility are located in efficient proximity to each other. One of the most difficult aspects that must be determined in facility planning is the planning of space requirements. This summary elaborates on flow systems, patterns, and analysis within a facility.
Click to learn more about the logistics and warehousing solutions offered by Warehousing Etc.
Flow Systems
Discrete flow processes move discrete units through a flow whereas continuous flow is a continuous flow of units moving through successive stages. A flow process can be described in terms of (a) the subject of flow, (b) the resources that bring about flow, and (c) the communications that coordinate the resources. The logistics system for discrete parts flow systems are composed of three categories: materials management system, material flow system, and physical distribution.
Materials Management Systems
Materials management systems examine the flow of materials into a manufacturing facility. The subject of flow are materials, parts, and supplies purchased by the firm to produce its product. The resources examined in materials management systems include the production control and purchasing functions, the vendors, and the receiving, storage, and accounting functions. The communication in materials management systems includes production forecasts, inventory records, bills of lading, and Kanbans.
Material Flow Systems
Material flow systems are concerned with the flow of materials, parts, and supplies within a manufacturing facility. The subject are the materials, parts, and supplies used by the firm to produce products within its facility. The resources include the production control and quality control departments, the material handling equipment required on site, and the factory warehouse. The communication in material flow systems includes production schedules, work orders, Kanbans, and route sheets.

3 Principles of Material Flow Systems
Material flow systems are an area of great focus since these flows are within the firm and therefore are more controllable. Flow within a facility is dependent on flow between departments, flow between departments is dependent on flow within departments, and flow within departments is dependent on flow within workstations.
- Principle 1 – Minimizing overall total flow.
- This principle aims to eliminate flow by planning for delivery of materials, information, or people directly to the point of ultimate use and by minimizing flow via combining consecutive tasks.
- Principle 2 – Minimizing the cost of flow.
- To minimize the cost of flow, a focus on eliminating unnecessary material movements and minimizing manual handling by minimizing travel distance are often used.
- Principle 3 – Maximize the directed flow paths.
- Directed flow paths are uninterrupted flows that lead from origin to destination without intersecting other paths or backtracking.
Flow Patterns Within Workstations and Departments
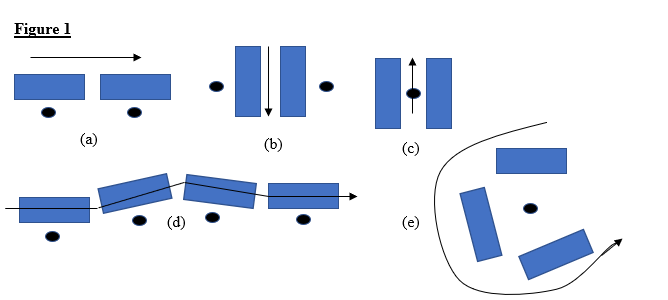
In material flow systems, flow within workstations is typically designed to be symmetrical, natural, and rhythmical for worker productivity and comfort. Flow within departments may follow a variety of patterns depending on the type of department. Flow within a product department requires little to no backtracking with generally one worker assigned to each machine. In these instances, an (a) end-to-end, (b) back-to-back, or (d) odd-angle pattern would be appropriate. If one worker is operating two machines, then a (c) front-to-front pattern is ideal. If one worker is operating more than two machines, a (e) circular pattern should be employed. Figure 1 illustrates these patterns.
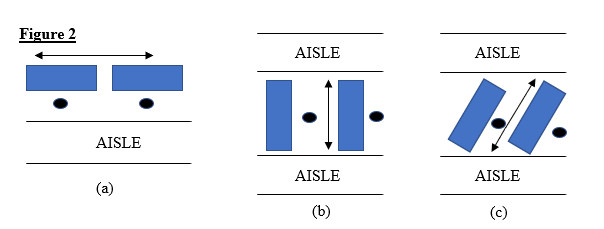
In material flow systems, a process department is composed of similar or identical machines that are grouped into a department. Because each department is composed of like machines, minimal flow within department’s workstations is desired. Flow within departments is determined by the positioning of aisles and workstations; the materials flow from aisle to aisle through workstations. Workstations can be positioned (a) parallel or (b) perpendicular to aisles. If a one-way aisle is desired, then workstations should be positioned (c) diagonal to aisles. Figure 2 illustrates these patterns.
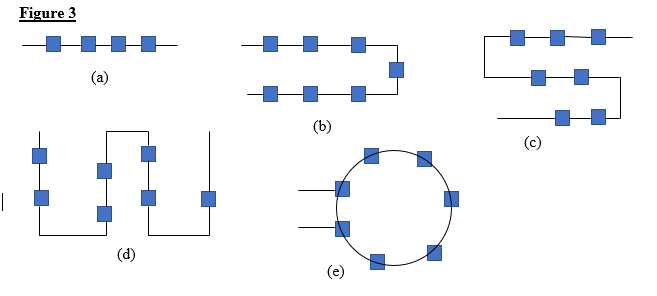
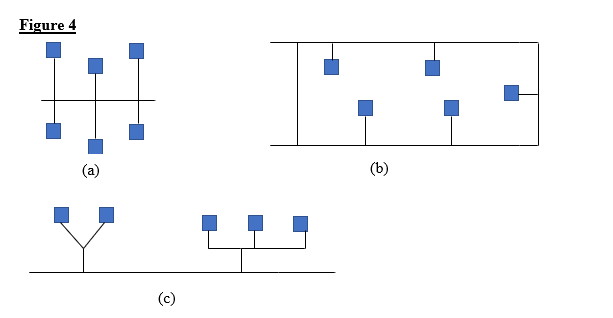
If mechanized or automated systems are used, then several other patterns can be considered. The line flow can be configured in a variety of formations to minimize costs. Figure 3 illustrates multiple line flow patterns: (a) I-flow, (b) U-flow, (c) S-flow, (d) W-flow, (e) O-flow. The spine flow pattern can be one or two sided and is characterized by a unidirectional or bidirectional material handling device on a central spine. A spine flow pattern can be used within and between departments. Loop and tree flow patterns can also be used by automated material handling equipment. Figure 4 illustrates (a) spine, (b) loop, and (c) tree patterns.
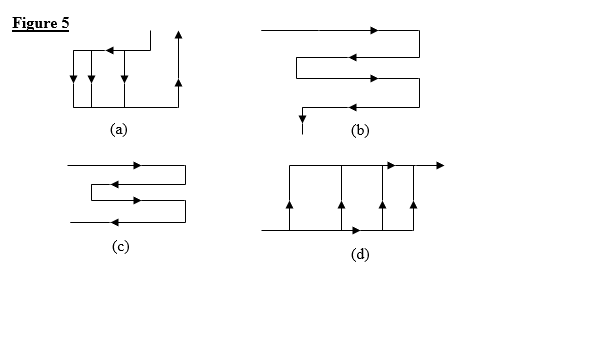
Flow Patterns Between Departments – Pickup and Delivery Stations
Flow between departments is used to gauge the overall flow in a facility. A critical point of concern is the location of the pickup and delivery stations of each department; flows vary based on the location of these stations. Figure 5 illustrates flows depending on location of input and output stations: (a) located at same location, (b) located on adjacent sides, (c) located on same side, (d) located on opposite sides.
Physical Distribution Systems
Physical distribution systems are concerned with the flow of products from a manufacturing facility. The subject is the finished goods of the firm. The resources include the customer, the sales and accounting departments, and the distributors of the finished product. The communications in the physical distribution system include sales orders, packing lists, and EDI invoices.
Activity Relationships
It is important to measure the volume and activities between departments within a facility. This is the analysis of activity relationships and can be conducted by both quantitative and qualitative means. Quantitative measures are analyzed in terms of quantities moved between departments. Qualitative measures are conducted by interviewing and surveying knowledgeable staff, establishing relationship values and the reasons for each value, and getting input from everyone involved.
The from-to chart is used for the quantitative measurement of relationships. This accounts for the volume of units moved between each department. The from-to chart is used in conjunction with the closeness relationship chart to give a full picture of which departments should be located near each other. Each department’s relationship is ranked by the need to be close to each other. The rankings of the closeness relationship are as follow: A is absolutely necessary, E is especially important, I is important, O is ordinary closeness okay, U is unimportant, X is not desirable.
Space Requirements
One of the most difficult parts of facility planning is estimating space requirements. Space requirements are based on rough projections for future storage. Since the future is uncertain, the planners generally overinflate their estimates to account for this uncertainty. Parkinson’s law also works against the planners, stating that things will expand to fill all available capacity sooner than is planned for. Required space within manufacturing has been decreasing with modern warehousing approaches by (a) carrying less inventory, (b) products are delivered to points of use in smaller lots, (c) decentralized storage areas, (d) more efficient layout arrangements, and (e) more products are being outsourced.
Workstation Specifications
To determine the space requirements of a facility, workstation specifications must be defined. The equipment space for each workstation consists of space for (a) equipment, (b) machine travel, (c) machine maintenance, and (d) plant services. The materials areas for a workstation consist of space for (a) receiving and storing inbound materials, (b) holding in-process materials, (c) storing outbound materials and shipping, (d) storing and shipping waste and scrap, (e) holding tools, fixtures, and maintenance materials. The personnel area for a workstation consists of space for (a) the operator to work, (b) material handling, and (c) operator ingress and egress.
Department Specifications
Department specifications must also be defined once workstation specifications are determined. Department specifications consider the potential to combine any components of multiple workstations to utilize space more efficiently. In addition to seeking opportunity to consolidate space within workstations, department specifications also allot additional space to handle materials within the department. The final space requirements specified by the department are for the aisles. Aisle width is based on direction of flow, equipment used in aisles, volume of traffic in aisle, and desired efficient space utilization.
Conclusion
Best in class warehouses focus to optimize their flow during facility planning. An optimized warehouse flow delivers immediate cost benefits, and often requires little to no immediate investment. Optimize the operation’s flow within and between workstations and departments. Evaluate activity relationships via both qualitative and quantitative analysis during planning. Consider and account for the space requirements of your entire operation, and how much space each workstation and department requires.
* This is a literature summary of Chapter 3, “Flow Systems, Activity Relationships, and Space Requirements”, from Facilities Planning.